Manufacturing Execution System (MES)
The Complete Guide
Learn about what an MES is, how it works, how it can benefit operations, and empower businesses to succeed. This complete guide aims to provide you with an in-depth comprehension of the multiple facets of Smart Manufacturing overseen by a Manufacturing Execution System (MES).

Core MES functionalities
The MES distinguishes itself by offering a comprehensive overview of manufacturing and by highlighting the focal points of manufacturing. These points can range from production management and workorder completion, to full-depth quality tracking and genealogy. As such, an integrated MES effectively grants you a bird’s-eye view of your manufacturing floor, as well as a transparent communication of data between operators.
A MES will typically have a set of core functionalities that overview planning, through resources, orders, and employee administration. The MES will also support all areas of management through information access, organization, and maintenance. The performance analysis and Overall Equipment Effectiveness (OEE ) visualizations allow synthesizing production in terms of machine process and quality. Finally, this interconnectivity allows for a greater flexibility in terms of quality management, and real-time production monitoring.

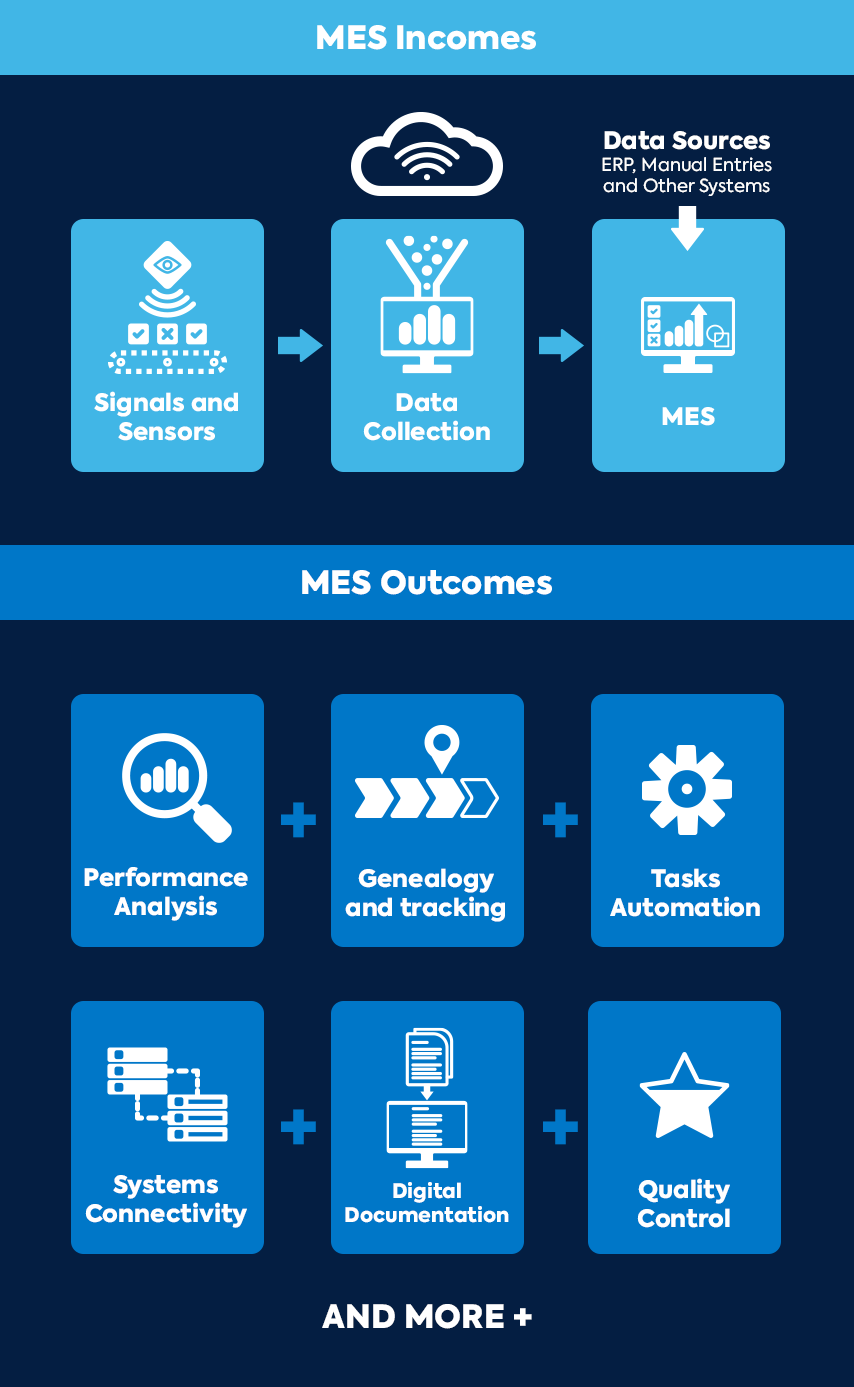
Data collection and acquisition
Data collection is truly a key focus when it comes to smart manufacturing and industry 4.0.
Data collection is made possible by connecting equipment to track and gather data throughout manufacturing processes in real time. By organizing and centralizing data, you're empowered to have a complete and transparent overview of your operation. This investment enabler lets you see the operation in a new light and empowers your teams to optimize key processes to maximize productivity based on the gathered data.

Performance analysis
Performance analysis is the core of MES utilization. Although performance tracking and analysis seems to be a tedious task that usually requires a lot of time, knowledge, and dedication to manage, an MES makes it a breeze.
MES interconnectivity and data tracking encode important information like production cycle time, resource utilization, and downtime, among other things. These allow your entire operation to work with the same real-time information. Data is consolidated on a range of user-friendly dashboards. This lets you oversee operational constraints, find the best ways to tackle them, and calculate your Overall Equipment Efficiency (OEE).
The OEE synthesizes and identifies what is affecting production. It helps find solutions quicker by correlating product quality, equipment availability and performance rates together. In addition to this preventative approach, it can empower operators to consider equipment performance and availability. Proactive action and optimization make sure everything is always running to its fullest potential.
![]()
Production tracking and genealogy
Tracking and genealogy are essential to any and every operation tackling the growing demand and needs of the world.
A MES offers a complete tracking of the production lifecycle. Genealogy allows to see how your products evolve while simplifying quality control to ensure you meet your industry standards. Traceability simplifies keeping track of where and when a product is in its lifecycle. In the event of a recall, you’re empowered to effortlessly provide all the necessary information to know what and where something might have gone wrong.

Quality management
As mass production becomes increasingly competitive, quality management is a growing concern.
With an increasing demand for intricate products to be produced and shipped a mile a minute, in-depth process tracking allows you to secure customer satisfaction. By automating aspects of quality assurance, your Quality Management is empowered with tracking and synthesizing manufacturing processes onto user-friendly dashboards. You can mitigate risks by documenting and centralizing the production without the worry of missing something important. You can also reduce risks thanks to preprogramed alarms and notifications.

Resources allocation and status
Increasing production often means an addition of newfound resource and planning challenges. A MES serves as a tower of strength to curb the greater number of worries catering to increasing demand.
By effectively connecting to and exchanging information in real time with administrative systems like an Enterprise Resource Planning software (ERP), resource management is made easy with an MES. This interconnectivity can then enable both executives and operators to oversee operations in terms of supply and demand.

Labor management
While an MES cannot yet autonomously manage factory floors and algorithmically organize as a quasi-symbiotic operation, it does greatly improve your planning capabilities.
Where labour management can often be tedious and downright daunting, the MES serves as a right hand for scheduling. Beyond Advanced Planning and Scheduling (APS) resource allocation, an MES-connected operation enables you to optimize shift planning based on work patterns, employee attribution and business needs. As time progresses and you learn about these strengths and weaknesses, you're empowered to support your teams exactly how they need.

Operations management and scheduling
By interconnecting your factory floor, you build a real-time summary to overview your processes.
An MES offers you a transparency that enables you to successfully plan for the best sequencing, as well as react when things go out of sync. By utilizing the interconnectivity between the MES and ERP, executives and operators can devise plans and scenarios according to your operational constraints. This planning effectively reduces losses, minimizes change-over time, and empowers your team to meet deadlines.

Production units dispatching
The MES’s manufacturing oversight grants you an increased agility in managing rapid change.
A MES grants you a better way to calculate for unforeseen dispatching adjustment requirements. This enabled reactivity ensures you proactively adjust to measurements, sizes, and time-sensitive processing. By helping you prevent these losses, the MES lets you maximize the flow of production based on your operational reality. For example, it can help differentiate fast-runners and slow-runners in palletizing to adjust for a quicker turnover.

Process management
The MES serves as a central hub in overseeing all the aspects of what goes on throughout the factory floor.
The MES grants a transparent view that helps set smart goals for your team. By utilizing ecosystem connectivity (such as ERP) and making sure that workorders are on track, executives can effectively aim to hit target production goals. Digitally recording procedures generates key metrics on production values to facilitate decision-making and best usage at all times.

Maintenance management
Whether you are working within the intricacies of watchmaking, or the mass-producing and bagging of food, periodic and preventative maintenance are crucial to ensure successful process completion.
By ensuring that servicing and checkups are done in a timely and perpetual manner, you significantly reduce the chances of mishaps. An MES effectively connects and gathers data on every aspect of productivity. This lets you know when repairs need to be done, preventing possible workplace injuries, and stops expensive repairs before they get worse.

Document management
Going paperless is one of the key features that attract a large number of inquiries to MES integration.
Implementing an MES offers to free its users from the tedious tasks related to paper-reliant practices. The paperless transition grants several advantages, such as automating the registry of inventory, or the digitalization of crucial production documents (like assembly plans). A MES grants more than data reassurance, by freeing up team members from recording and writing, you enable and empower them to do what they do best.
The ISA-95 pyramid is often cited as a visual representation of the smart manufacturing ecosystem. While the MES is shown to have an equidistant spot with the other aspects, it is undoubtedly more impressive. The MES will effectively connect the lower half to the business planning and logistics.
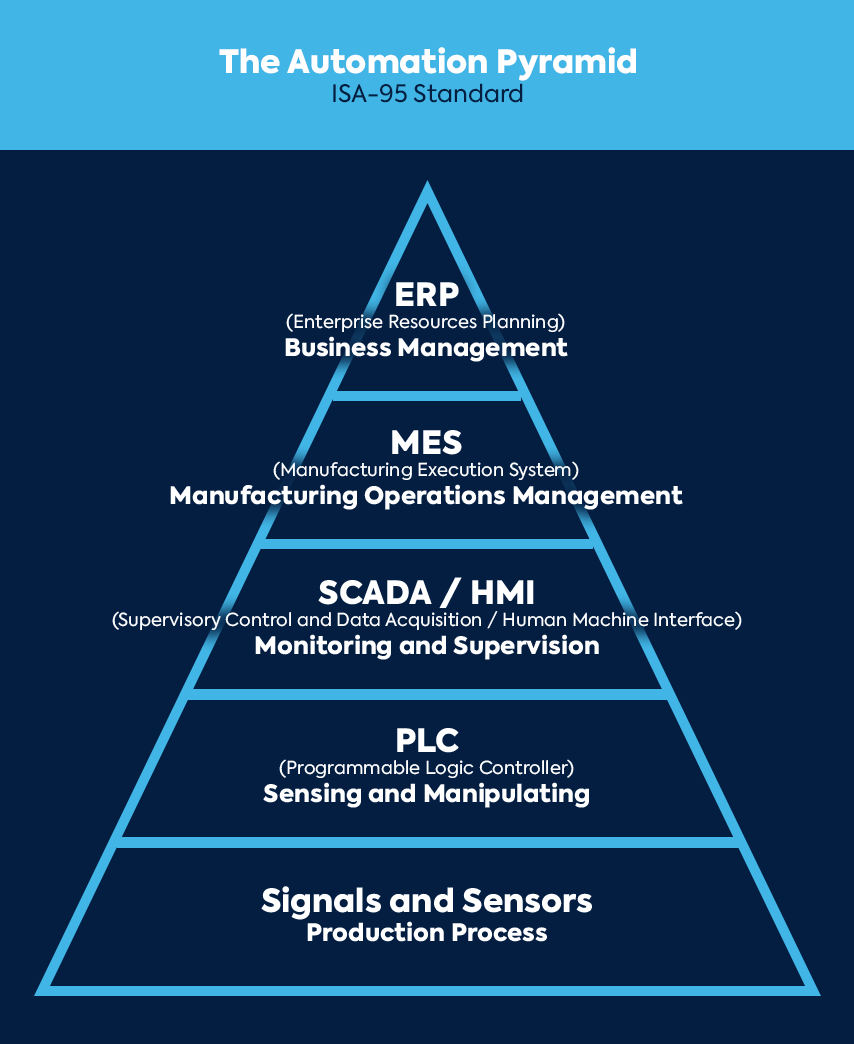
The Programmable Logic Controller (PLC ) will acquire data through the sensors and signals, which will be synthesized and forwarded to the Supervisory Control and Data Acquisition (SCADA) and Human Machine Interface (HMI) - these direct-contact interfaces can grant operator control of a machine. The control data is extended to the MES, where it is the most crucial in controlling an operation. The MES will communicate upwards and downwards between the ERP and the rest of the pyramid to control and optimize the production process.
Essentially, the PLC will pick up a signal, like a temperature gauge, and communicate it to the SCADA (where the HMI can serve as a direct intervention in case of emergency) then through to the MES. The MES is really the step where the context of temperature is assigned and programmed to notify if it’s out of expected measurements. In a way, this data transfer it like sending an instant message between devices – it’s the background processes and software that do the work. The only difference is that it’s automated and continuous.
The enabled interconnectivity is the investment enabler. Collecting and visualizing data on the entire manufacturing operation lets you act based on reliable metrics to make decisions. Issues arise, no matter the operation. The MES grants you the capability to know why the downtime happened, what was affected, where it is now, and who can be assigned to solve the problem.
In terms of networks, the MES acts within the operational network. However, a rising number of MES solutions offer a hybrid or cloud-based set of functionalities and data storage which need connection to the internet and to the office network. In all cases, for a better use and a proper interconnectivity between an MES and all other systems, you'll have to grant a secured access through firewalls to ensure a fluid communication between your operational and administrative systems.
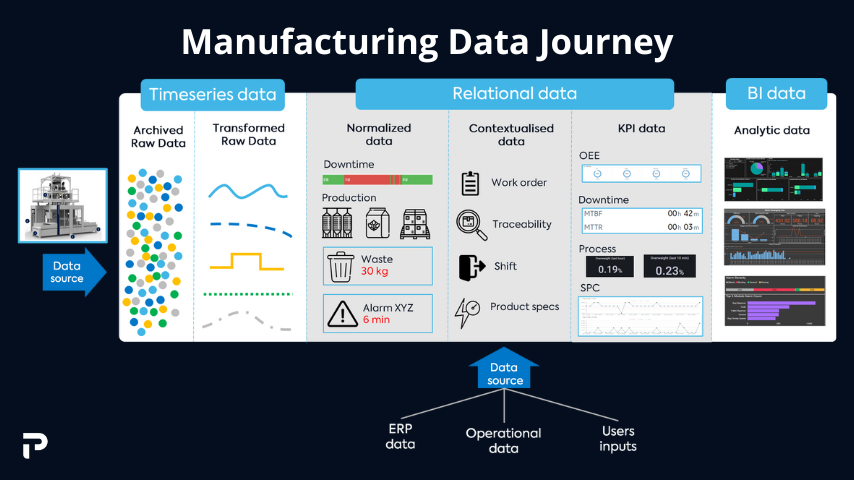
Typically, a worker would have been responsible for collecting data from production by going to the physical machine and taking note of the points of interest. The MES simplifies this collection process by extracting and historicizing real-time manufacturing data from the interconnected PLCs.
As this data comes out in a raw and continuous flow, it needs to be contextualized to grasp what it is saying. The MES program will then be set to receive the data and will typically organize it by equipment and type and offer a user-friendly visualization. The MES also reassures safety by associating users to equipment to have a clear understanding of the who, what, where and when as part of its digitalization of data.
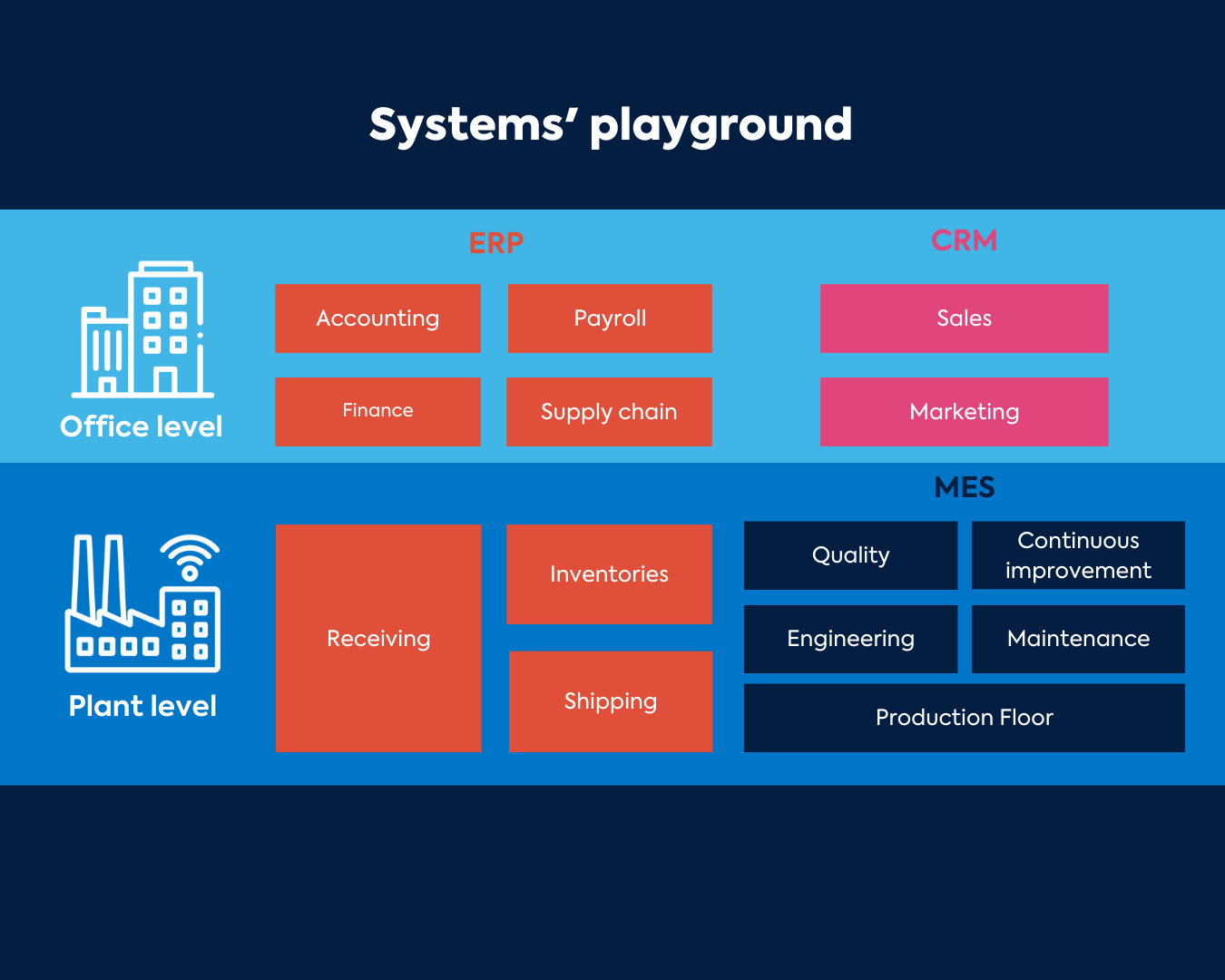
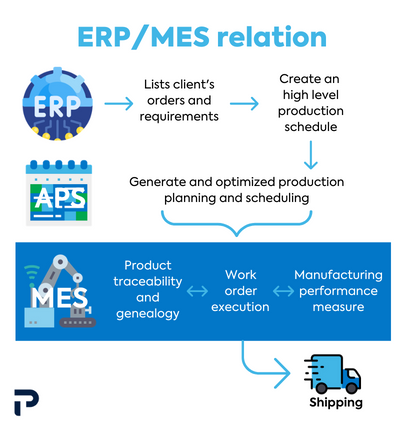
How does MES work with ERP?
The MES works on a Manufacturing Process level. Its goal is to maximize efficiency within the roles engineers, operators, plant managers and other employees have on the actual factory floor. Contrastively, the ERP works on the Enterprise Processes level. It manages order fulfilment, finances, forecasting; basically, the bigger picture.
The complementary relationship between the MES and the ERP is what enables manufacturers to excel. The MES serves as the point of contact between the ERP and the rest of the digital ecosystem within factory walls. An ERP will manage the macro aspects of the operation and feed the MES information on workorders for example. On the other hand, the MES will manage micro aspects and forward information on stock versus production rates to the ERP.
In a nutshell, both systems act as one unit to overview, manage, and proactively adjust a manufacturing plant operation.

Operations
Operational planning is made simple as the MES centralizes everything you need to know about how your assets are performing.
- Simplifying data collection: By interconnecting your manufacturing operation, you free up your operators from time-consuming data collection and opt for real-time access.
- Overall Equipment Efficiency: Become empowered to understand what can be improved in terms of your standard practices. Equipment turnover rates, sequencing, and resource management can be optimized to ensure the highest efficiency.
- Ensuring resource supply: Track and allocate your raw-material usage and make sure you never run out of supply.
- Operator management and scheduling: Manage users and optimize the scheduling of operators to ensure every station meets your goals.
- Preemptive machine maintenance: Visualization and metrics stop accidents before they happen, always ensure to take action on machine maintenance.

Quality
The MES ensures that keeping track of quality is simple and effective in order to maximize your outflow of production and curb extra costs.
- Track metrics: Ensure quality in every batch every time and guarantee quality by confirming production averages.
- Reduce losses: Tracking a constant stream of production data grants you a 6th sense to stop production as soon as issues arise and minimize loss.
- Product genealogy: Simplify the chance of recalls by automatically documenting the full production lifecycle of each item at all times.
- Traceability: Facilitate environmental and governmental compliance with a faster way to track products through their production cycle.

Senior management/Executive
The MES lets you excel in big picture planning and direction while pairing functionalities with your existing ERP software in terms of managing your assets and empowering your team.
- Workorders: Follow the flow of production and see what is being done and where, at all times.
- Tracking production cycle: Make sure every step of production is done flawlessly and follows your plan.
- Client relations: The MES allows you to simplify a deeper operational understating to inform clients and partners on timelines, and to have their insight on proactive adjustment.
- Centralized operation hub: Gain transparency, velocity, and accessibility by centralizing all of your points of interest.

Finance
Financial planning is made simple with a constant flow of information that ensure everything that needs to be addressed is addressed without waiting for the aftermath of costly mishaps.
- Enhancing Profitability: Granting you operational teams with tools to manage their staff allow them to manage both equipment and resources more efficiently, effectively producing with smaller margins.
- Optimizing Storage and Supply: Never run out of raw materials. Plan in advance with tighter resource and production management and ordering your resources when they’re needed.
- Asset management: proactively plan out your assets to maximize the return while mitigating risks like proactive maintenance.

Additional Points
- Innovation: Real-time accessible production data grants you significant insight that will fuel your innovation process.
- Rejuvenate Sales: Work to support sales with transparent information access and optimize production planning to meet deadlines and offer unfaltering quality.

IT Infrastructure
Consider what can your current IT infrastructure support. Assuming you have potential to interconnect, you’ll need to find out your data and security needs in order to know what kind of traffic the system will need to support.

Current automation level
Looking at your current manufacturing equipment, are your PLCs up to date? Can your machines be connected? By looking if your operation meets the prerequisites, you can set a plan to either go ahead or revisit what needs to be brought up-to-speed.

Equipment to connect and available signals
Layout a plan as to identify what equipment and which processes you want to connect to gather data on. While it may seem tempting to go ahead and want to get the full kit, depending on your situation it may be advantageous to start small and scale with due time.

MES Project ownership
In terms of project management, enterprises will typically aim to have a power user, or champion to act as a catalyst to introduce, and eventually train operators to utilize the digital tools. It is then crucial to choose a dedicated champion to spearhead the implementation with the integrator.
Manufacturing Data Strategy
To lead to a successful implementation, there is a crucial need to distinguish what the desired outcomes are. A lot of data can be extracted from interconnect operations; However, not all of this data needs to be visualized if it does not serve an inherent purpose. A good data strategy is important as it can effectively curb costs and speed up integration.

Digital Transformation Vision
Long-term planning is highly recommended as integration typically sees a gradual expansion and desire for accommodating a greater number of facets within production. It is important to dedicate time to getting to know your end goals, where you need your data to go, and what can eventually be optimized. There is no doubt that the MES will serve as a foundational pillar in your digital transition. A plan is necessary to achieve your greatest potential.
A MES project will offer an outcome as successful as its planning. Therefore, it is crucial to know what you’re getting into. In short, you need to ensure that you plan out your exact needs, lay out your priorities, and map out the implementation process with your integrator.




Join the Future of Manufacturing
Don’t get left behind in the rapidly evolving manufacturing industry 4.0. Partner with Premier Tech Digital and unlock the potential of Industry 4.0 with our solutions and expertise. Experience the future of manufacturing today!





